グラスウール成形
概要
綿状のガラス繊維にフェノール樹脂を含侵させた材料を使用し、約250℃に加熱した成形型内にて熱硬化させたインシュレーター成形する工法。
特長
・吸音と断熱の効果を主目的に使用される。
・主にエンジンフードのパネルの形状に沿った自由な形状を実現。
・最大1,500mmx1,500mm 厚さ30mmまで成形可能。
・使用目的に合わせて表皮材(アルミ箔・不織布等)との同時成形可。
・ウォータージェットのトリミングにて1型からのバリエーション対応が可能。
・各種難燃規格に適合可能。
作業工程

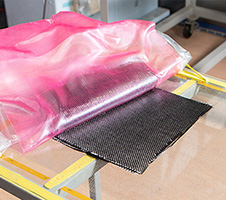
材料投入
原反投入機に材料をセットし、自動で規定の長さにカットします。

型内材料セット
材料投入機でカットされた材料を型内に自動搬送し、下側の型にセットします。

成形
上側の型を降下させて規定の時間(約1~2分)加熱させて成形します。
- ※フェノール樹脂が熱硬化反応で黄色化。
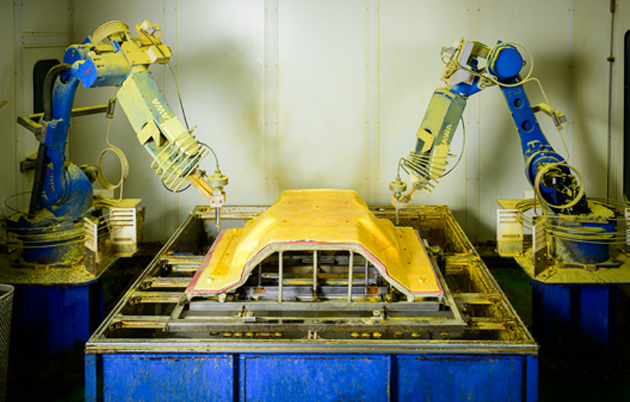
トリミング
ロボットに装着したウォータージェットにて自動トリミング加工をします。

検査
製品形状毎の検査ガバリに載せて全数検査します。
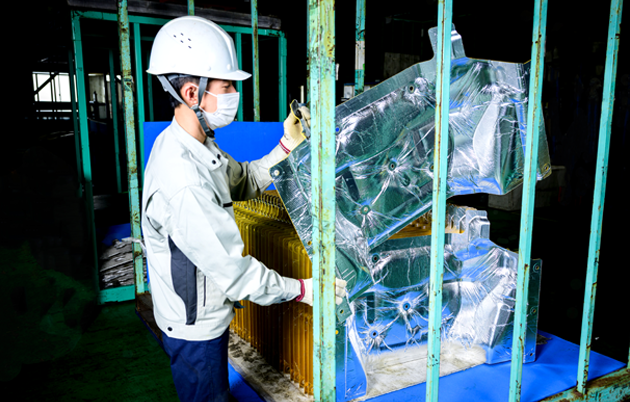
出荷準備
丁寧な扱いにてパレットに積み込みます。
用途

中型トラック向けインシュレーター

大型トラック向けインシュレーター