ハンドレイアップ成形
概要
一般的に不飽和ポリエステル樹脂を使用し、加圧せず、ガラス繊維と樹脂を刷毛ローラーで型に沿わせて含浸させ、脱泡した後硬化させて成形する工法。
特長
・少量対応に適している。
・初期投資(型費用)が他の工法に比べて安価。
・アンダー形状の対応が可能。
・3,000mm✕4,000mmまで対応可能。
・電気絶縁性、電波透過性、耐薬品性に優れる。
数の少ない案件や試作で、初期投資を抑えたい案件に最適
| 成形法 | 生産性 | 型費 (指数) |
生産数 (月産) |
平滑性 | 比重 | 曲げ弾性 (指数) |
引張強度 (指数) |
|---|---|---|---|---|---|---|---|
| ハンドレイアップ成形 | 少量 | 1 | 20 | 片面 | 1.5 | 1 | 1 |
| L-RTM成形 | 中量 | 3 | 50 | 両面 | 1.4 | 0.8 | 1 |
| 熱圧プレス成形 | 多量 | 100 | 400 | 両面 | 1.9 | 2 | 1 |
| リム成形(ジシクロペンタジエン樹脂) | 中量 | 50 | 150 | 両面 | 1.03 | 0.3 | 0.4 |
| インフュージョン成形 | 少量 | 1 | 20 | 片面 | 2.0 | 3.5 | 2.5~3 |
作業工程


ガラスマット裁断
製品形状や積層構成に合わせて、ガラスマットを裁断します。


ゲルコート塗布
FRP製品を保護したり、見栄えを良くするために、型に塗布します。


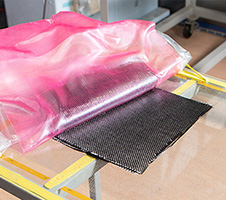
積層・硬化
成形型にガラスマットと樹脂を刷毛ローラーで型に沿わせて含浸かつ脱泡して、積層・硬化をしていきます。


脱型
樹脂が硬化した後、型から製品を取り外します。


トリミング
製品の形状に合わせて、成形品の外周をカットします。
用途
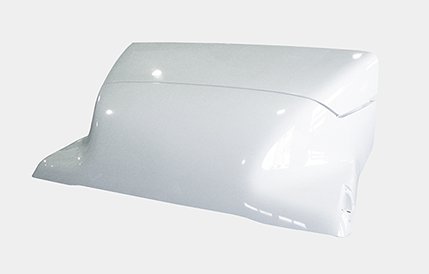
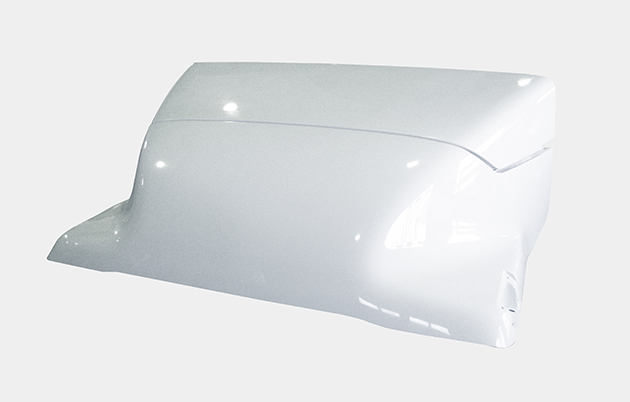
トラック用導風板
「ハンドレイアップ成形」で大型形状に対応し、形状による強度アップを図った製品です。


油水分離槽
「ハンドレイアップ成形」を用いた複数のパーツを組み合わせた製品です。